A single microcrack, invisible to the naked eye, can determine whether a defence optic survives a ballistic shock event or fails catastrophically. Engineering glass is not the fragile, everyday material most people imagine. Glasses behave as perfectly brittle materials below the glass transition temperature, deforming elastically until fracture, yet the right composition, surface treatment, and processing regime can yield components that perform reliably under conditions that would destroy metals. This article covers the core foundations: what makes engineering glass unique, how strength is realised and lost, which specialist materials matter most, and how precision processing translates theory into mission-ready components.
Table of Contents
- What makes engineering glass unique?
- Decoding glass strength: Surfaces, edges and what engineers must know
- Specialised materials for high-precision glass engineering
- Precision processing and tolerances: From CNC to perfect edges
- What most get wrong: Glass is not innately fragile, it is engineered
- Expert support and advanced resources for your next project
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Edge and surface strength differs | Glass edges are typically much weaker than surfaces due to microcracks and require specialised treatments for reliability. |
| Material selection is critical | Choosing the right glass type (Zerodur, ULE, sapphire) for the application ensures stability and compliance in advanced sectors. |
| Processing determines performance | Modern CNC, laser, and chemical methods significantly improve glass strength and allow for micro-precision tolerances. |
| Moisture impacts durability | Even small amounts of moisture can reduce glass longevity by encouraging crack growth at material flaws. |
| Expert guidance prevents failures | Engaging with specialists and industry standards avoids common pitfalls and ensures optimal high-performance glass solutions. |
What makes engineering glass unique?
Engineering glass occupies a distinct position in materials science. Unlike structural metals or polymers, its behaviour is governed by a combination of composition, surface condition, and thermal history rather than by bulk crystal defects. This makes it simultaneously predictable and unforgiving.
Key mechanical properties include elastic moduli, nonlinear elasticity under temperature and pressure, practical strength governed by surface damage resistance, and fracture toughness. These properties shift significantly depending on composition. Borosilicate glass behaves differently from fused silica under thermal load. Aluminosilicate responds differently again under mechanical stress. The procurement implication is direct: specifying “glass” without defining composition, grade, and surface treatment is a shortcut that routinely causes field failures.
For engineers, the key distinguishing characteristics of engineering glass include:
- Elastic-only deformation: Unlike metals, glass cannot yield plastically. All stored energy is released suddenly at fracture, making defect control essential.
- Composition-dependent properties: Refractive index, thermal expansion, and chemical resistance are all tunable through formulation changes at the manufacturing stage.
- Surface-dominated strength: The theoretical strength of glass is orders of magnitude higher than its practical strength because real surfaces carry damage. Managing that damage is where engineering intervention is most effective.
- Chemical durability: Many engineering glasses resist acids, alkalis, and solvents at levels that outperform many metals, making them attractive for medical and chemical sensing applications.
Understanding the difference between optical vs protective glass is a practical starting point. Optical glass prioritises transmission and homogeneity; protective glass prioritises toughness, impact resistance, and environmental sealing. Both categories demand rigorous material knowledge, but the failure modes and specifications differ considerably.
“Surface quality is not a cosmetic consideration in engineering glass. It is the primary determinant of real-world mechanical performance.”
Pro Tip: When writing a glass specification for procurement, always include the required surface roughness, edge condition, and environment of use alongside the dimensional tolerances. A component that meets its size specification but carries excessive surface damage will fail prematurely under cyclic or impact loading.
Moisture deserves specific mention. Subcritical crack propagation occurs when water molecules attack strained Si-O bonds at crack tips, allowing cracks to grow progressively under loads well below the nominal fracture stress. This mechanism is the root cause of delayed failures in glass structures and is directly relevant to any outdoor, humid, or immersion application in defence or medical use.
Decoding glass strength: Surfaces, edges and what engineers must know
With an understanding of the underlying properties, the next step is decoding how glass strength is realised in practice and what weakens it.

The distinction between surface strength and edge strength is fundamental. Edges are significantly weaker. Edge strength of annealed float glass is substantially lower than surface strength, with a normative 80% or 36 N/mm² characteristic value for as-cut edges. However, optimised cutting using low force, suitable wheel geometry, and appropriate cutting fluid can achieve edge strength of 60 N/mm² or above. That difference is not trivial in a structural or impact-critical application.
Fracture toughness benchmarks give engineers clear targets to design against:
| Glass type | Fracture toughness (MPa√m) | Characteristic edge strength |
|---|---|---|
| Annealed float | ~30 MPa√m | 36 N/mm² (as-cut) |
| Heat-strengthened | ~53 MPa√m | Improved with treatment |
| Thermally tempered | ~110 MPa√m | Significantly enhanced |
These figures illustrate why specifying annealed glass for a high-vibration aerospace bracket is an engineering error rather than a conservative choice. Thermal tempering delivers approximately 3.6 times the fracture toughness of annealed glass, at the cost of some dimensional precision due to the tempering process itself.
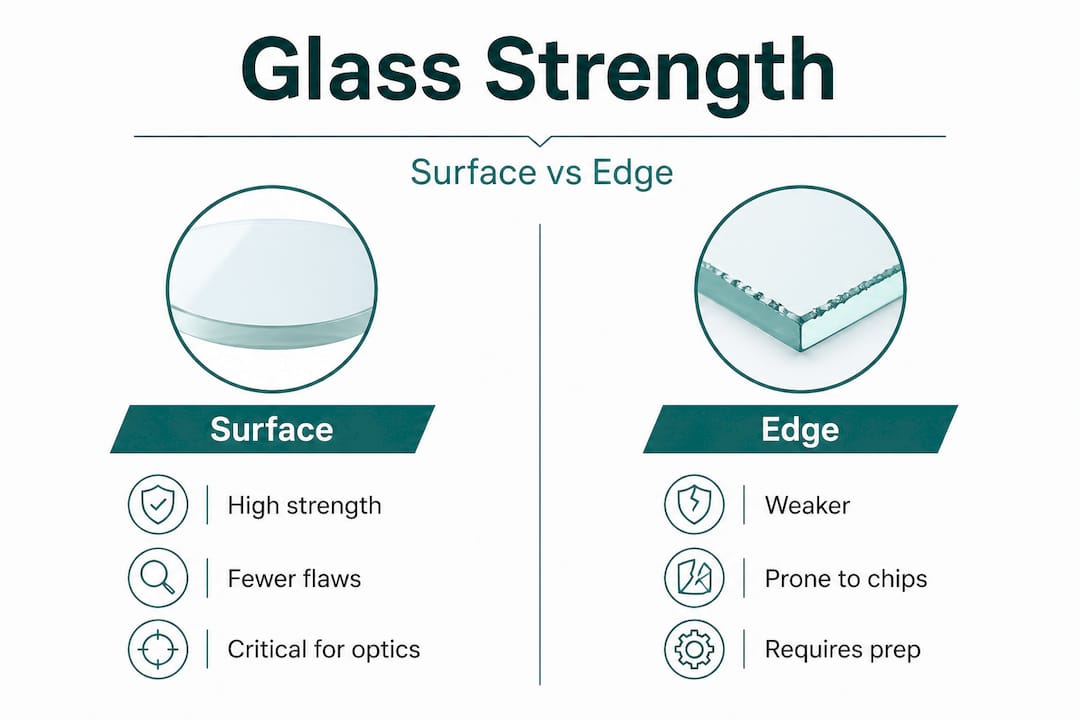
Microcracks are the critical failure initiators. They form during cutting, handling, and grinding. Their depth, density, and orientation govern where and when fracture occurs. The manufacturing steps you select before final assembly determine the microcrack population your component carries into service. Poor glass fabrication processes introduce cracks; good ones remove or suppress them.
Practical considerations for specifying edge treatments:
- As-cut edges: Acceptable only for low-stress, non-structural applications. Baseline strength only.
- Ground edges: Remove the worst of the cutting damage but introduce their own abrasive marks. Require follow-on polishing for maximum benefit.
- Polished edges: Restore surface integrity and maximise edge strength. Essential for impact-critical or thermally loaded components.
- Arrised or chamfered edges: Reduce stress concentration at corners without requiring full polish. A practical middle ground for many procurement scenarios.
Statistic callout: Optimised cutting parameters alone can raise characteristic edge strength from 36 N/mm² to over 60 N/mm², representing a 67% improvement before any additional polishing or tempering is applied.
Pro Tip: When optimising glass sourcing, always request documentation of the edge preparation method from your supplier, not just the final dimension. Knowing whether an edge has been ground, polished, or simply as-cut tells you far more about its in-service reliability than a nominal tolerance alone. Reference best cutting tools for glass to understand how tooling selection upstream affects the starting condition of every edge in your order.
Specialised materials for high-precision glass engineering
Understanding strength and fabrication calls for deeper insight into materials, especially for roles where failure is not an option.
High-precision sectors demand materials that go well beyond commercial float glass or standard borosilicate. For high-precision applications in aerospace, defence, and medical sectors, the leading material families are:
Dimensional stability materials:
- Zerodur (SCHOTT): Near-zero coefficient of thermal expansion (CTE), essential for mirror substrates and metrology references where dimensional change of even a few nanometres per degree Celsius is unacceptable. Used extensively in space telescope mirrors and precision ring laser gyroscopes.
- ULE (Ultra-Low Expansion glass, Corning): Comparable near-zero CTE performance to Zerodur, favoured in lithography and interferometry. Offers excellent homogeneity at large apertures.
- Silicon carbide (SiC): Technically a glass-ceramic composite in some forms, SiC delivers exceptional stiffness-to-weight ratio and thermal stability for structural mirror applications in satellites and reconnaissance systems.
Optical and radiation specialist materials:
- Chalcogenide glasses: Transmit in the mid- and long-wave infrared, enabling thermal imaging and chemical sensing in defence and medical diagnostics.
- Sapphire: Exceptional hardness (Mohs 9), broad optical transmission from UV to mid-IR, and outstanding chemical resistance. Preferred for aircraft sensor windows, missile domes, and wristwatch-grade optical covers in harsh environments.
- Zinc selenide (ZnSe): Favoured for high-power CO₂ laser optics and thermal imaging windows, combining good IR transmission with manageable mechanical properties.
| Material | Key property | Primary applications |
|---|---|---|
| Zerodur | Near-zero CTE | Space optics, gyroscopes |
| ULE | Near-zero CTE, high homogeneity | Lithography, interferometry |
| Sapphire | Hardness, broad transmission | Sensor windows, missile domes |
| ZnSe | IR transparency | Laser optics, thermal imaging |
| Chalcogenide | Mid/long-wave IR | Defence imaging, chemical sensing |
Coatings are equally critical. Anti-reflection, hard-carbon, and radiation-hardened coatings extend the operational range of base materials into environments where the glass alone would degrade. MIL-STD-810 validation provides a structured framework for confirming that a chosen material and coating combination meets military environmental requirements including temperature cycling, humidity, shock, and vibration. Procurement teams should specify MIL-STD-810 test categories explicitly rather than leaving validation scope to supplier discretion.
“Material selection for a high-precision glass component is not a catalogue exercise. It is an engineering decision that requires understanding the full service environment, not just the transmission window or hardness value.”
Our solutions for aerospace glass demonstrate how material selection integrates with structural and optical requirements in demanding flight applications. For a broader reference, our technical glass types catalogue provides material datasheets and application notes across all major families. Engineers developing new programmes should also consult our advanced glass specifications guide for structured selection frameworks.
Precision processing and tolerances: From CNC to perfect edges
Selecting the right material is only half the battle. How it is cut, ground, and finished makes or breaks final performance.
Modern precision glass processing integrates multiple technologies to control defect populations and deliver tight tolerances consistently. Precision glass processing using CNC, laser, and waterjet cutting minimises microcrack formation compared with conventional wheel cutting. Edge grinding and polishing to a microcrack depth of 10 μm or less can boost impact strength by 300%. Chemical etching removes the subsurface damage layer entirely, improving performance for the most demanding optical and resonant applications.
A disciplined approach to processing follows this sequence:
- Blank selection and inspection: Confirm material grade, inclusions, and homogeneity before committing to fabrication. Defects in the blank propagate through every subsequent step.
- CNC or laser cutting: Define the net shape with minimal thermal and mechanical input. Laser cutting produces narrower heat-affected zones than mechanical methods for thin substrates.
- Edge grinding: Remove the primary cutting damage layer using progressively finer abrasive grades. Document grit sequence and coolant type for process traceability.
- Edge and surface polishing: Reduce residual microcrack depth to below 10 μm. At this level, the crack population no longer dominates fracture initiation under normal loading.
- Chemical etching (where required): Subsurface damage from lapping causes surface loss via crack interface friction. Chemical etching evolves crack morphology, reduces surface loss, and can improve Q-factor by approximately 50 times in resonant applications such as gyroscopes.
- Coating application: Apply anti-reflection, protective, or functional coatings under controlled conditions to preserve the surface quality achieved in polishing.
- Final metrology and quality assurance: Confirm dimensional tolerances, surface roughness, and optical parameters against specification before release.
Achievable tolerances with current technology include surface finishes as low as Ra 0.05 μm and dimensional tolerances of ±0.05 mm for critical components. These figures are not theoretical limits; they represent production-grade capability when process control is rigorously maintained.
Pro Tip: Before placing a precision glass order, use a manufacturing optimisation checklist to audit your process specification. Define cutting method, edge treatment grade, surface roughness target, and metrology method in writing. Suppliers who cannot provide process documentation against these parameters represent a quality risk, regardless of their stated capabilities. Our designing optical glass guide walks through how to structure these requirements from initial concept through to final inspection.
What most get wrong: Glass is not innately fragile, it is engineered
Having learned the fundamentals, it is worth reflecting on why glass engineering still fails in practice and how to get it right.
The most persistent error in glass procurement is treating brittleness as an inherent, immutable property rather than a consequence of poor defect management. Real-world glass failures, in defence optics, medical instruments, and aerospace panels alike, trace back to overlooked microcracks, undersized edge preparation specifications, or material mis-selection rather than any fundamental weakness of glass as a class of material.
The emerging field of bulk metallic glasses illustrates this point forcefully. Bulk metallic glasses achieve ceramic-level compressive strength of 6.43 GPa alongside metallic-class fracture toughness of 30 MPa√m, directly challenging the assumption that glass and toughness are incompatible. While bulk metallic glasses are not yet standard procurement items for most defence or medical programmes, their existence confirms that the brittle paradigm is a processing and design failure, not a materials law.
In practice, the teams that achieve the best outcomes from glass components share three characteristics. First, they treat edge and surface specification with the same rigour as dimensional tolerance. Second, they validate material and process choices through structured testing, not supplier assurances alone. Third, they engage their glass manufacturer early, during design rather than at the procurement stage, when changes are cheap.
We see this pattern consistently across advanced aerospace glass solutions and across advanced specifications for engineers that are developed collaboratively. The specifications that succeed are not always the most conservative. They are the ones that match the actual service environment with precision, rather than applying generic safety margins that may address the wrong failure mode entirely.
The uncomfortable lesson is this: glass that fails in service rarely fails because it is glass. It fails because the people specifying and procuring it did not treat the material with the engineering discipline it demands.
Expert support and advanced resources for your next project
For those ready to put engineering insight into action, practical support is essential.
At Glass Precision, we work alongside engineers and procurement specialists from the earliest design stages through to final delivery, ensuring that material selection, processing routes, and quality assurance are fully aligned with your sector’s requirements. Whether you are developing a new medical imaging component, a defence optic, or an aerospace sensor window, getting the specification right at the outset saves time and cost at every subsequent stage.

Our detailed specifications guide provides structured frameworks for defining glass requirements across all major parameters, from surface roughness and edge condition to coating type and environmental validation. For a closer look at how modern fabrication methods deliver against those specifications, our fabrication process overview covers every step from blank inspection through to final metrology. Contact our technical team to discuss your specific requirements and to receive a tailored proposal for your next high-precision programme.
Frequently asked questions
How does moisture affect glass strength and durability?
Moisture enables subcritical crack propagation by attacking strained Si-O bonds at crack tips, progressively reducing the practical strength and service life of glass, particularly at edges and surface defects. Engineers specifying glass for humid or immersion environments must account for this mechanism in both material selection and surface treatment.
Which glass type is best for high-radiation or vacuum environments?
Zero-outgassing technical ceramics such as Macor or Zerodur, alongside radiation-hardened glasses validated for ultra-high vacuum and thermal cycling, are the preferred choices for defence, aerospace, and scientific instruments. Specific validation testing rather than datasheet assumptions is required for critical applications.
How can engineers maximise the strength of cut glass components?
Use optimised cutting parameters including low force, appropriate wheel geometry, and cutting fluid, then follow with edge grinding and polishing to reduce microcrack depth below 10 μm. Edge grinding and polishing at this standard can raise impact strength by up to 300% compared with as-cut edges.
How precise can modern glass component tolerances be?
Current production processes achieve surface finishes as low as Ra 0.05 μm and tolerances of ±0.05 mm for critical precision components, provided that process control, tooling, and metrology are maintained to the required standard throughout fabrication.
Why is edge preparation vital in glass engineering?
Edge strength is substantially lower than surface strength in all standard engineering glasses, because cutting processes introduce concentrated microcrack populations that dominate fracture initiation. Proper edge preparation directly determines the reliability and load-bearing capacity of finished components in service.
Recommended
- Glass fabrication: Precision processes for critical industries – Precision Glass
- Advanced glass specifications: Guide for engineers and buyers – Precision Glass
- Display glass explained: precision, performance and industry solutions – Precision Glass
- How to design optical glass: expert steps for precision results – Precision Glass


