Optimising glass for defence applications is defined as the systematic process of selecting materials, applying reinforcement techniques, and integrating functional coatings to meet ballistic, optical, and environmental performance standards in military systems. The correct industry term for this discipline is defence glazing optimisation, and it spans everything from armoured vehicle windows to electro-optical sensor windows on unmanned aerial systems. Key players such as SCHOTT have demonstrated that vertically integrated manufacturing consolidates glass melting, polishing, coating, and mechanical assembly into a single quality-controlled process. Materials including polycarbonate-backed laminated glass, sapphire, germanium, and chalcogenide glass each address distinct performance requirements. Getting the selection and processing right from the outset determines whether a glazing system survives operational conditions or fails under the first thermal or ballistic stress.
How to optimise glass for defence applications: material selection
The choice of glass material is the single most consequential decision in any defence glazing programme. Monolithic toughened glass offers cost efficiency and reasonable scratch resistance but provides limited ballistic performance on its own. Laminated glass with a polycarbonate backing layer significantly improves both protection and weight management. Advanced crystalline and amorphous materials such as sapphire, germanium, and chalcogenide glass address specialised optical requirements in infrared imaging and night vision systems.

The table below compares the principal material options across the properties that matter most to defence engineers.
| Material | Hardness (Mohs) | Spectral range | Key advantage | Limitation |
|---|---|---|---|---|
| Toughened soda-lime glass | 6 | Visible | Low cost, established supply | Poor ballistic performance alone |
| Laminated glass + polycarbonate | 5–6 (glass layer) | Visible | Ballistic resistance, weight saving | Polycarbonate yellows under UV |
| Sapphire | 9 | UV to mid-IR | Extreme hardness, scratch resistance | High cost, difficult to fabricate |
| Germanium | 6 | Mid to long-wave IR | High refractive index for IR optics | Opaque in visible spectrum |
| Chalcogenide glass | 2–4 | Mid to long-wave IR | Flexible IR transmission, mouldable | Low mechanical strength |
Refractive index, thermal stability, and spectral transmission must all be evaluated together rather than in isolation. Passive athermal lens designs using low thermo-optic coefficient materials minimise focus shift during extreme temperature changes in airborne and ground surveillance systems. This matters because a sensor window that performs at 20°C but drifts out of focus at minus 40°C or plus 80°C is operationally unreliable. Procurement specialists should request thermo-optic coefficient data alongside standard transmission curves when evaluating suppliers.
Pro Tip: Request spectral transmission data across the full operational temperature range, not just at ambient conditions. A material that transmits well at 20°C may degrade significantly at the thermal extremes your platform will encounter.
What manufacturing techniques reinforce glass strength and durability?
Mechanical performance in defence glass is achieved through a combination of toughening processes, backing layers, and fibre reinforcements. Each method addresses a different failure mode, and the most effective assemblies combine more than one approach.
The three primary toughening methods are as follows:
Thermal tempering heats glass to approximately 620°C and then rapidly quenches it with air jets. The resulting compressive surface stress increases resistance to impact and thermal shock. Thermal tempering is the most widely used method for vehicle glazing and protective panels.
Ion exchange (chemical toughening) immerses glass in a molten potassium nitrate bath, replacing smaller sodium ions with larger potassium ions to create a deep compressive layer. This method is preferred for thinner glass sections where thermal tempering would cause distortion, and it produces superior surface hardness.
Crystallisation (glass-ceramics) converts selected glass compositions into partially crystalline structures with near-zero thermal expansion. SCHOTT’s ZERODUR is the canonical example, used where dimensional stability under thermal cycling is non-negotiable.
Backing layers add a second line of defence after the glass layer fractures. A composite armour with polycarbonate backing reduces ballistic penetration velocity by approximately 21.3% and lowers total assembly weight by 11.8% compared to monolithic glass. That weight saving translates directly into payload capacity or fuel efficiency at the platform level.
Fibre reinforcement is relevant where glass composites are used in structural panels. S-glass has higher strength than E-glass but is more difficult to process, and dimensional stability often depends on weave style rather than raw strength alone. Plain-weave fabrics prevent yarn slippage and maintain geometry under load, which is why weave selection is as important as fibre grade. Manufacturing technique also matters: spray-up methods with controlled fibre orientation produce stronger composites than premix pouring because fibre length and alignment are preserved throughout the process.
Pro Tip: When specifying fibre-reinforced glass composites, define the weave architecture in your procurement documents. Suppliers who specify only fibre grade without weave style leave a significant variable uncontrolled.
How do optical coatings enhance glass performance in defence environments?
Optical coatings are applied to glass surfaces to improve transmission, reduce glare, resist environmental degradation, and provide electromagnetic shielding. For defence systems, coatings are not optional enhancements. They are functional requirements.
The principal coating categories are:
Anti-reflective (AR) coatings on silicon, germanium, and chalcogenide glass reduce surface reflections and improve signal strength, enhancing image quality in thermal and night vision systems. A single uncoated germanium surface reflects approximately 36% of incident mid-wave infrared radiation. AR coatings reduce that figure to below 1% per surface, which is the difference between a usable sensor window and an unusable one.
Diamond-like carbon (DLC) coatings protect optical surfaces from sand abrasion, salt fog, and humidity degradation. DLC coatings meet military specifications for environmental resistance and maintain transmission after thermal cycling. They are the standard choice for external sensor windows on ground vehicles and rotary-wing platforms operating in desert or maritime environments.
EMI shielding coatings using transparent copper mesh or indium titanium oxide provide electromagnetic interference protection without sacrificing optical clarity. Smart glazing with EMI shielding and dynamic light adjustment via electrochromic layers represents the current frontier for defence glass beyond passive ballistic protection.
ZnS-based multispectral coatings deliver high transmission across visible and infrared spectra alongside abrasion and environmental resistance, making them suitable for dual-mode sensor windows that must operate in both day and night conditions.
Coating application methods include physical vapour deposition (PVD), chemical vapour deposition (CVD), and sol-gel processes. PVD and CVD produce the most durable coatings for military use. Testing should reference MIL-C-675 for abrasion resistance and MIL-STD-810 for environmental exposure. For a detailed review of coating application methods, the specific process choice depends on substrate geometry and required coating thickness.
How to integrate multi-layer glass systems for balanced protection and clarity
Multi-layer assemblies are the standard architecture for defence glazing that must simultaneously resist ballistic threats, maintain optical clarity, and survive environmental exposure. The design challenge is balancing protection, weight, and optical performance across all three simultaneously.
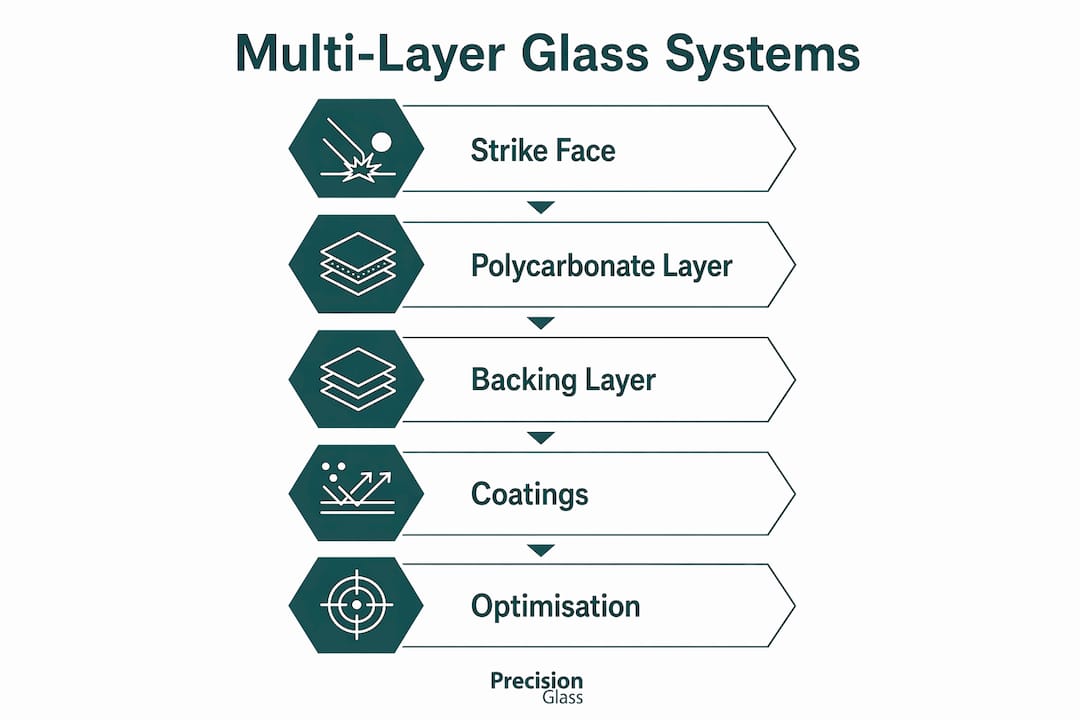
A typical multi-layer protective window for a vehicle or sensor turret consists of an outer hardened glass strike face, one or more interlayer films (polyvinyl butyral or ionoplast), a polycarbonate spall liner, and an external optical coating. Each layer has a defined role. The strike face absorbs and distributes impact energy. The interlayer holds fragments together after fracture. The polycarbonate backing catches residual fragments and provides the weight saving documented in ballistic studies. The coating protects the outer surface from environmental degradation.
The table below summarises layering approaches and their primary defence applications.
| Assembly type | Typical thickness | Ballistic benefit | Optical clarity | Primary application |
|---|---|---|---|---|
| Monolithic toughened glass | 10–19mm | Low | High | Non-ballistic glazing, observation ports |
| Glass + PVB interlayer | 15–25mm | Moderate | High | Light armoured vehicles |
| Glass + polycarbonate backing | 20–35mm | High (+21.3% velocity reduction) | Moderate to high | Armoured vehicles, protected shelters |
| Glass + DLC coating + polycarbonate | 22–38mm | High | High (IR and visible) | Sensor windows, electro-optical turrets |
| Sapphire + AR coating | 5–15mm | Very high (scratch and impact) | Very high | Dome windows, targeting systems |
Thickness optimisation requires iterative modelling. Adding mass to the strike face improves ballistic performance but increases platform weight and may affect vehicle dynamics. The defence glazing guide for engineers provides a useful framework for matching assembly architecture to threat level and platform constraints. Procurement specialists should specify both the threat level (NIJ or STANAG rating) and the weight budget simultaneously, since optimising for one without the other produces assemblies that meet the specification on paper but fail in integration.
What quality assurance practices ensure optimal glass performance?
Quality assurance for defence glass begins at the design stage and continues through fabrication, testing, and field validation. Treating QA as a final inspection step rather than an integrated process is the most common procurement error.
The key stages in a rigorous QA programme are:
Athermal design verification confirms that the lens or window assembly maintains dimensional and optical stability across the full operational temperature range. Materials with low thermo-optic coefficients must be specified at the design stage, not retrofitted.
Ballistic testing to STANAG 4569 or NIJ standards validates protection level. Testing must use the correct threat projectile and velocity for the intended application. Substituting a lower-threat test to reduce cost is a procurement risk that has resulted in field failures.
Environmental exposure testing per MIL-STD-810 covers temperature cycling, humidity, salt fog, sand and dust, and vibration. Environmental ageing significantly degrades optical performance unless glass has high-durability coatings optimised for military use. This is not a theoretical concern. Sand abrasion alone can reduce transmission by several percentage points within months of field deployment.
Supply chain verification confirms that all materials originate from qualified sources. SCHOTT’s vertically integrated approach consolidates glass melting, coating, polishing, and mechanical integration to eliminate fragmented vendor delays and maintain consistent military-grade quality. Defence procurement increasingly values manufacturers who can demonstrate this level of supply chain control.
Ageing and long-term performance assessment evaluates whether optical and mechanical properties remain within specification after accelerated ageing equivalent to the intended service life.
For a detailed overview of ballistic testing protocols and manufacturing quality control, engineers should review the relevant standards before issuing procurement specifications.
Optimising glass for defence is not only about hardness but also maintaining optical alignment and focus under mechanical shock and thermal variation.
Key takeaways
Effective defence glazing optimisation requires the simultaneous management of material properties, manufacturing processes, coatings, and quality assurance from the earliest design stage.
| Point | Details |
|---|---|
| Material selection drives performance | Choose between toughened glass, laminated composites, sapphire, or germanium based on threat level and spectral requirements. |
| Polycarbonate backing delivers measurable gains | A polycarbonate-backed assembly reduces ballistic penetration velocity by 21.3% and cuts weight by 11.8%. |
| Coatings are functional requirements | DLC, AR, and EMI shielding coatings are not optional; they determine environmental durability and optical performance in service. |
| Weave architecture matters in composites | Specify weave style alongside fibre grade to control dimensional stability in reinforced glass panels. |
| QA must be integrated, not terminal | Ballistic testing, athermal design verification, and environmental exposure testing must be built into the programme from the outset. |
Why collaborative design is the variable most engineers underestimate
Having worked closely with defence engineers and procurement teams across multiple glazing programmes, the pattern I see most often is this: the glass specification is finalised before the manufacturer is engaged. That sequence produces assemblies that are technically correct but operationally suboptimal.
The most effective programmes I have observed bring the glass fabricator into the design process at the concept stage. When Precision Glasses works with a defence customer, the conversation about material selection, coating architecture, and layer sequencing happens before the drawing is released, not after. That dialogue surfaces constraints that no specification document captures, such as the interaction between a particular interlayer chemistry and the adhesive used to bond the assembly into its frame.
Emerging capabilities in smart glazing, particularly electrochromic and EMI shielding technologies, are moving defence glass from passive protection into active system integration. Engineers who treat glazing as a commodity component will miss the performance gains that these technologies offer. The suppliers worth working with are those who can demonstrate vertically integrated manufacturing, rigorous environmental testing, and a genuine engineering dialogue rather than a catalogue selection process.
Rigorous long-term environmental durability testing is not a bureaucratic requirement. It is the only reliable predictor of whether a glazing system will perform in the field after two years of operational exposure. Prioritise suppliers who present ageing data, not just initial transmission curves.
— Alexandra
How Precision Glasses supports defence glass programmes

Precision Glasses designs, fabricates, and supplies technical glass products for defence, aerospace, medical, and security applications. Our capabilities span toughened and laminated glass fabrication, CNC grinding and polishing, optical coating application, and full assembly integration. We work with defence engineers and procurement specialists from the design stage through to validated delivery, applying meticulous quality controls at every step. Our advanced glass specifications guide supports engineers in defining the right material, coating, and assembly architecture for their specific threat and performance requirements. Contact Precision Glasses to discuss your defence glazing programme and receive a tailored technical proposal.
FAQ
What is the best material for ballistic defence glass?
Laminated glass with a polycarbonate backing layer is the most widely used solution for vehicle and shelter glazing, reducing ballistic penetration velocity by approximately 21.3% compared to monolithic glass. Sapphire is preferred for high-hardness applications such as targeting domes where scratch resistance is the primary requirement.
How do AR coatings improve defence sensor windows?
Anti-reflective coatings on germanium and chalcogenide glass reduce surface reflection to below 1% per surface, significantly improving signal transmission and image quality in thermal and night vision systems.
What is the difference between thermal tempering and ion exchange toughening?
Thermal tempering uses rapid air quenching after heating to create compressive surface stress and suits thicker glass sections. Ion exchange replaces sodium ions with larger potassium ions in a chemical bath, producing a deeper compressive layer suited to thinner, precision-ground components.
How does DLC coating protect defence glass in the field?
Diamond-like carbon coatings resist sand abrasion, salt fog, and humidity degradation, maintaining optical transmission after thermal cycling to military environmental standards. They are the standard choice for external sensor windows on ground and rotary-wing platforms.
Why does weave style matter in fibre-reinforced glass composites?
Plain-weave fabrics prevent yarn slippage and maintain dimensional stability under load. Specifying fibre grade alone without defining weave architecture leaves a critical variable uncontrolled, which can result in panels that meet tensile strength requirements but fail under shear or impact loading.


