Glass defect troubleshooting is defined as the systematic process of identifying, classifying, and resolving flaws in glass components before they compromise structural integrity, optical performance, or safety compliance. In high-tech manufacturing sectors such as defence, aerospace, medical devices, and automotive electronics, a single undetected defect can trigger product failure, costly recalls, or regulatory non-compliance. This guide to glass issues covers the full spectrum of common glass defects, from surface scratches and edge chips to internal bubbles and optical distortion, and provides engineers with structured methods for diagnosis, remediation, and prevention across the production cycle.
What are the common types of glass defects and how to identify them?
Accurate defect classification is the foundation of any effective glass defect troubleshooting programme. Without a precise taxonomy, root cause analysis becomes guesswork and corrective actions miss their target.
The principal defect categories engineers encounter are:
- Bubbles and delamination. These are the dominant failure mode in laminated glass. Bubbles and delamination account for over 80% of post-installation customer complaints and 20% of production waste. One documented project found that 89% of defects across 56 square metres of glass originated from these two causes alone. The implication is clear: laminated glass lines must treat interlayer integrity as a primary control point, not a secondary check.
- Edge chips and micro-cracks. These are particularly critical in tempered glass. Micro-cracks introduced during cutting or edgework propagate unpredictably under thermal stress. Visual inspection under raking light and low-power magnification (10x to 20x) will reveal chips invisible to the naked eye.
- Surface scratches. Scratches range from superficial haze to deep gouges. The practical diagnostic is the fingernail test: scratches that catch a fingernail exceed approximately 25 micrometres in depth and are beyond polishable limits in tempered glass, requiring replacement rather than repair.
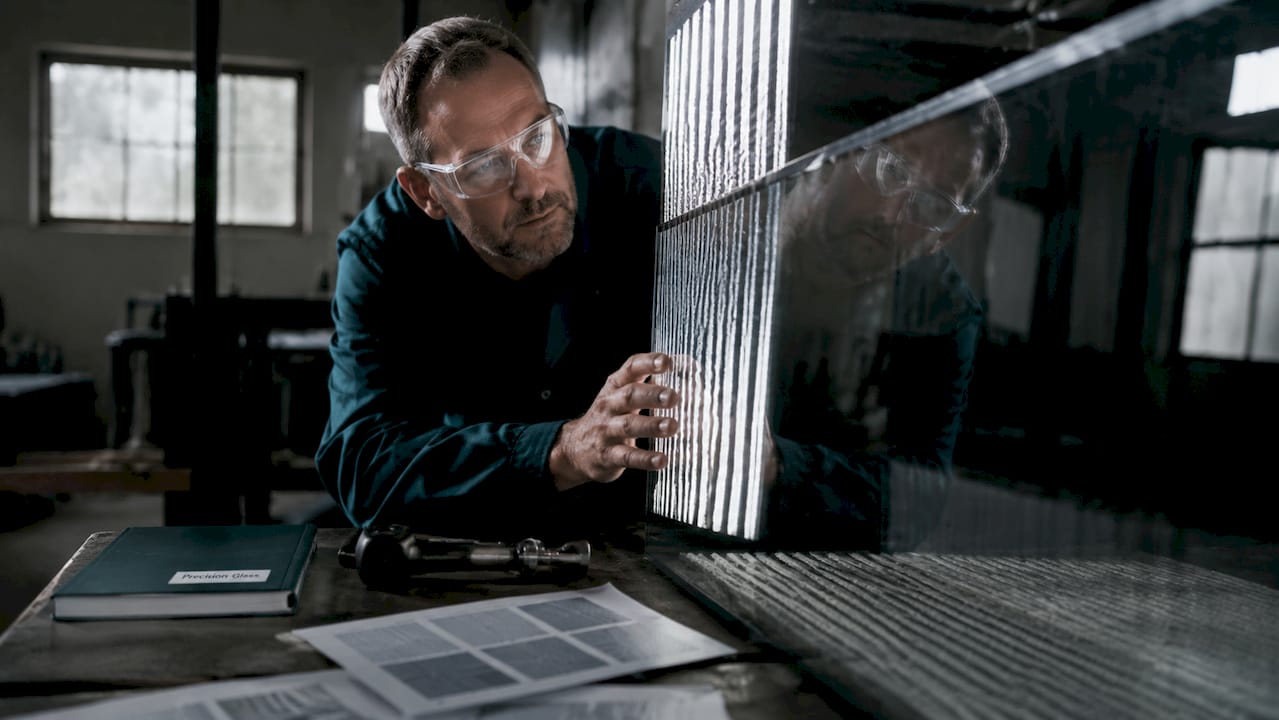
- Optical distortions. Roller wave, tempering rainbow, and anisotropy are the three most common optical defects in processed glass. Roller wave appears as a periodic undulation visible when viewing reflected light at a low angle. Optical distortion gauges and zebra boards are the standard inspection tools for quantifying these effects.
- Internal contamination. Inclusions such as stones, knots, and seeds are embedded during the melting or forming stage. They are identified using transmitted light inspection or automated optical inspection (AOI) systems.
Pro Tip: When inspecting for roller wave, position a fluorescent tube or zebra board at a distance of five metres from the glass surface and view at an angle of 30 degrees. This replicates the conditions under which end users most commonly perceive distortion in architectural and automotive applications.
How to diagnose root causes of glass defects in the manufacturing process?
Identifying a defect type tells you what went wrong. Diagnosing the root cause tells you where and why, which is the only information that drives lasting corrective action.
- Roller wave and optical distortion. Wave patterns whose peak-to-peak distance matches the spacing of the tempering furnace rollers indicate excessive exit temperature or unplanned stop events within the furnace. Adjusting roller speed, furnace temperature profile, and oscillation settings resolves the majority of cases. This is a process parameter fault, not a material fault.
- Bubbles in PVB laminated glass. The primary causes are moisture contamination in the polyvinyl butyral (PVB) interlayer, insufficient autoclave pressure or temperature, and poor nip roller calibration during lay-up. Over 95% of PVB laminated glass uses tempered glass substrates, meaning that flatness deviations in the tempered lites directly increase the risk of bubble entrapment at the interlayer interface.
- Roller marks and surface pitting. These originate from contaminated or worn furnace rollers. Excessive sulphur dioxide injection reduces roller marks but introduces corrosive pitting if the dosage is not precisely controlled. Balancing SO₂ injection is a nuanced process that requires continuous monitoring rather than a fixed set-point.
- Edge micro-cracks. These result from incorrect grinding wheel grit selection, insufficient coolant flow during edgework, or handling damage prior to tempering. Once a pane enters the furnace, edge micro-cracks cannot be corrected. Quality control in tempered glass manufacture must therefore be a continuous process from raw material receipt through to final packing.
- Internal contamination. Stones and seeds originate from refractory material in the furnace or from batch material impurities. Contamination during washing or lay-up introduces surface inclusions that are often misidentified as internal defects.
“Defect crises on high-speed lines require prompt scope definition, quarantine, and rework or rejection decisions. Effective containment reduces costs and limits defect propagation across subsequent batches.” This principle applies equally to architectural glass lines and to the precision optical components used in defence and medical imaging systems.
Environmental factors are frequently underestimated. Humidity above 40% during PVB lay-up accelerates moisture absorption into the interlayer, directly increasing bubble incidence. Temperature differentials in the cutting and washing areas cause thermal shock micro-cracking that only becomes visible after tempering.
What are the effective methods to fix or manage glass defects after detection?
The decision to repair, rework, or reject a defective component is governed by glass type, defect severity, and the safety classification of the application. There is no universal answer, but there are clear rules.
The non-negotiable rule for tempered glass is this: tempered glass chips and cracks are always non-repairable. Resin injection and surface grinding both risk catastrophic shatter because the internal stress network of tempered glass is disrupted by any mechanical intervention. Any tempered component with a crack, chip, or deep scratch must be quarantined and replaced. This applies without exception in aerospace, medical, and defence applications where structural failure carries life-safety consequences.
For annealed and heat-strengthened glass, the following options apply:
- Cerium oxide polishing. This is the standard method for removing shallow scratches (below 25 micrometres) from annealed glass. The process uses a felt pad loaded with cerium oxide slurry, applied with wide, overlapping motions to avoid concentrated polishing that creates optical distortion. Concentrated polishing on a single spot produces a localised lens effect, sometimes called a “fun-house mirror” distortion, which is often worse than the original scratch.
- Resin injection for cracks in laminated glass. This is viable only for edge cracks in the glass lites of laminated assemblies where the PVB interlayer remains intact and the crack does not compromise structural performance. The repair must be assessed by a qualified engineer before proceeding.
- Quarantine and rejection. Non-repairable defects, including internal contamination, deep chips, and delamination beyond the edge seal, require formal rejection and batch documentation. Systematic defect documentation accelerates root cause analysis and supports supplier collaboration when the defect originates from incoming material.
Pro Tip: Never attempt DIY polishing on optical-grade or coated glass. Anti-reflective, hydrophobic, and hard coatings are destroyed by abrasive polishing compounds. Always confirm coating type before any surface treatment. For precision optical components, consult a specialist glass repair service with documented experience in coated substrates.
For cosmetic defects in non-structural applications such as display panels or decorative architectural glass, the acceptance criteria are defined by the viewing distance and illumination conditions specified in the relevant standard, such as EN 572 for basic soda-lime glass or EN 1863 for heat-strengthened glass.
How to prevent glass defects by optimising quality control workflows?
Prevention is measurably more cost-effective than remediation. A structured end-to-end QC workflow captures defects at the point of lowest remediation cost, which is always as early in the process as possible.
The table below maps the key QC checkpoints to the defects they intercept:
| Production stage | Defects intercepted | Inspection method |
|---|---|---|
| Raw material intake | Inclusions, stones, seeds | Transmitted light, AOI |
| Cutting and edgework | Edge chips, micro-cracks | 10x magnification, raking light |
| Washing | Surface contamination, scratches | Visual, optical distortion gauge |
| Tempering | Roller wave, anisotropy, warp | Zebra board, flatness gauge |
| Lamination lay-up | Bubble entrapment, delamination | Visual, autoclave log review |
| Final inspection | All defect categories | Full optical and dimensional check |
Beyond checkpoint placement, the following practices reduce defect incidence across the production cycle:
- Calibrate nip rollers and autoclave sensors on a scheduled basis, not only after a defect event.
- Monitor PVB storage humidity continuously. Interlayer moisture content above the manufacturer’s specification is the single most controllable variable in bubble prevention.
- Implement batch traceability from raw material lot through to finished component. This enables rapid containment when a defect pattern emerges.
- Conduct heat soak testing for high-risk applications. Heat soaking is not a cure for manufacturing defects, but it screens for nickel sulphide inclusions that cause spontaneous breakage in service. It is particularly relevant for façade and automotive glazing.
- Share defect data with glass suppliers on a structured basis. Suppliers who receive documented defect reports with batch references can trace problems to specific furnace runs or raw material lots far more efficiently than those receiving only rejection notices.
The precision glass manufacturing workflow at Precision Glasses integrates dimensional inspection, edge finishing verification, and optical distortion checks at each production stage, which is the model that high-tech manufacturers should replicate internally or require from their supply chain partners.
Key takeaways
Effective glass defect management requires continuous QC integration from raw material intake through to final packing, with repair decisions governed strictly by glass type and defect severity.
| Point | Details |
|---|---|
| Classify defects precisely | Use the fingernail test, zebra board, and AOI to distinguish defect types before deciding on action. |
| Never repair tempered glass cracks | Tempered glass with chips or cracks must always be replaced; resin injection risks catastrophic shatter. |
| Diagnose root causes by process stage | Match defect symptoms to specific equipment, material, or environmental causes to drive lasting corrections. |
| Integrate QC throughout production | Place inspection checkpoints at raw material intake, edgework, tempering, lamination, and final inspection. |
| Document and share defect data | Structured defect records accelerate root cause analysis and improve supplier collaboration. |
Why I think most glass QC programmes fail at the same point
After working closely with precision glass manufacturing across defence, medical, and aerospace applications, the pattern I observe most consistently is this: quality control is treated as a final gate rather than a continuous discipline. Teams invest in sophisticated final inspection equipment and then wonder why defect rates remain stubbornly high. The answer is almost always that the defect was created three or four process stages earlier and simply confirmed at the end.
The second misconception I encounter regularly is around repairability. Engineers who have worked with annealed glass sometimes carry the assumption that surface polishing is a universal fix. It is not. The moment tempered glass is involved, that assumption becomes a safety liability. The fingernail test is not a rough guide. It is a hard boundary, and treating it as such protects both the product and the people who use it.
The most productive shift I have seen in high-tech glass manufacturing is the move towards data-driven troubleshooting. Teams that document every defect with batch reference, process parameters, and photographic evidence resolve root causes in days rather than weeks. Those that rely on operator memory and verbal reports cycle through the same defect events repeatedly.
Emerging technologies such as inline AOI and machine vision systems are making continuous defect detection genuinely accessible for mid-volume precision glass lines. The barrier is no longer cost. It is the willingness to redesign the QC workflow around data rather than around final inspection.
— Alexandra
Precision Glasses: technical glass built for zero-defect standards

Precision Glasses designs and fabricates technical glass components for defence, aerospace, medical devices, automotive dashboards, and electronics, sectors where defect tolerance is measured in micrometres, not millimetres. Our manufacturing workflow integrates meticulous QC checkpoints at every production stage, from raw material qualification through to final optical inspection, so that the components you receive meet your exact specifications without rework. If you are managing persistent defect challenges or specifying glass for a demanding new application, our team is ready to discuss tailored solutions. Explore our quality standards and contact Precision Glasses to begin the conversation.
FAQ
What is the most common glass defect in laminated glass production?
Bubbles and delamination are the dominant defects in laminated glass, accounting for over 80% of customer complaints and 20% of production waste. The primary causes are PVB moisture contamination and insufficient autoclave pressure.
Can tempered glass scratches be polished out?
Only scratches shallower than approximately 25 micrometres are polishable, and only on annealed or heat-strengthened glass. Tempered glass with cracks or deep chips must be replaced entirely, as mechanical intervention risks catastrophic shatter.
What causes roller wave defects in tempered glass?
Roller wave is caused by excessive exit temperature or unplanned stop events in the tempering furnace. Wave patterns matching roll spacing are a direct diagnostic marker pointing to furnace parameter adjustment as the corrective action.
How should defect containment be managed on a production line?
Defective batches require immediate scope definition, physical quarantine, and documented rework or rejection decisions. Systematic defect documentation reduces propagation costs and provides the data needed for supplier root cause analysis.
Is heat soak testing mandatory for tempered glass?
Heat soak testing is optional but strongly recommended for high-risk applications such as structural façades and automotive glazing. It screens for nickel sulphide inclusions that cause spontaneous in-service breakage and is not a substitute for upstream process control.


