Glass metrology is defined as the scientific discipline of precisely measuring the physical and optical properties of glass materials to verify specification compliance and ensure product reliability. For engineers in defence, aerospace, medical devices, and automotive manufacturing, it is the foundation of quality assurance. Modern glass metrology uses advanced non-contact optical sensors, interferometry, hydrostatic weighing, and industrial computed tomography (CT) scanning to measure parameters including thickness, curvature, refractive index, and density. Without it, a glass component that appears flawless to the eye can fail catastrophically under load or in service. Understanding the discipline is the first step towards specifying, sourcing, and validating glass components that genuinely meet your requirements.
What is glass metrology and why does it matter?
Glass metrology is the branch of measurement science applied specifically to glass materials, covering both their physical dimensions and optical characteristics. The term sits within the broader field of precision glass manufacturing, where measurement is not a final inspection step but a continuous process woven through design, fabrication, and delivery.
The importance of glass metrology becomes clear when you consider the consequences of measurement failure. A windshield with incorrect curvature distorts the driver’s field of vision. An optical lens with a refractive index outside tolerance degrades imaging performance. A medical device window with undetected internal voids creates a sterility risk. Each failure traces back to a measurement gap.
Glass presents unique measurement challenges that do not arise with metals or polymers. It is transparent, brittle, and often curved. Transparency causes optical instruments to pick up reflections from multiple surfaces simultaneously, generating measurement artefacts. Brittleness rules out contact probes that work reliably on steel. These properties make glass metrology a specialist discipline, not simply an extension of general dimensional inspection.
What are the main techniques used in glass metrology?
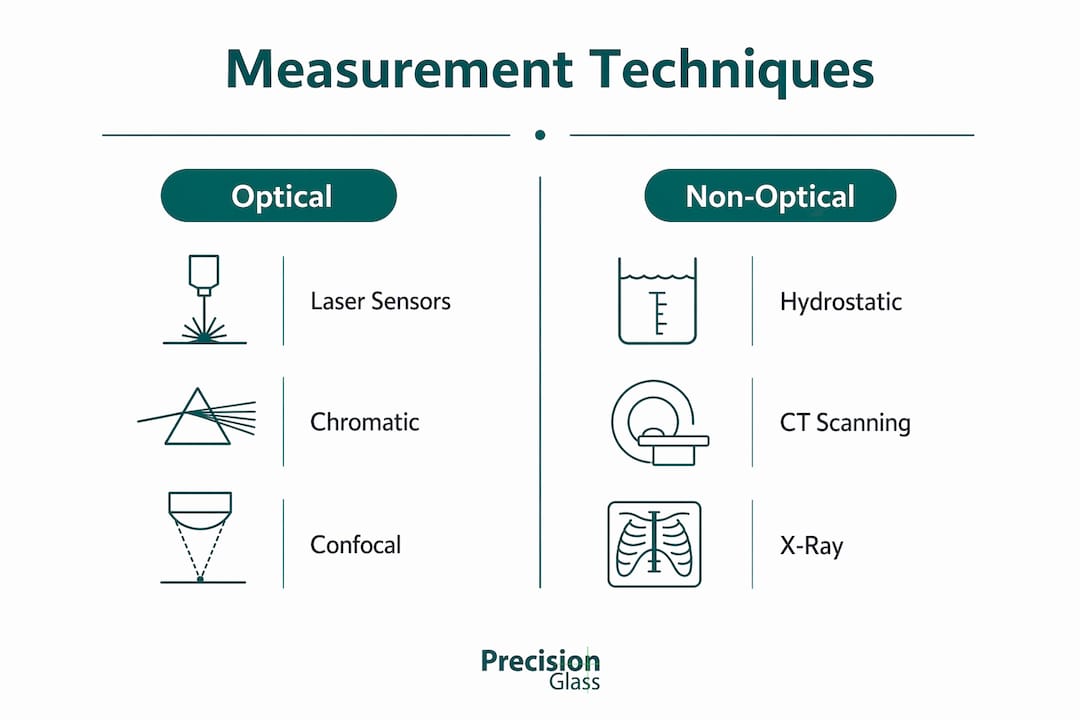
Glass measurement techniques divide broadly into optical non-contact methods, hydrostatic methods, and X-ray based methods. Each addresses a different combination of parameters and manufacturing conditions.
Optical and laser-based measurement
Optical sensors are the workhorse of in-line glass thickness measurement. Modern Precitec sensors measure thicknesses from 0.6 µm to 15,000 µm at rates up to 70 kHz. That speed means a sensor can capture tens of thousands of data points per second across a moving glass sheet, making real-time process control genuinely achievable. Interferometry extends this capability to surface topography and elastic modulus measurement. Digital Speckle Pattern Interferometry (DSPI), for example, is used to characterise the elastic modulus of quartz glass, with spans over 80 mm required to suppress noise and deliver consistent results.
Hydrostatic weighing for density
The Archimedes method is the industry standard for glass density measurement. The technique weighs a glass sample in air and then submerged in water, calculating density from the difference. ASTM C729 standards require water temperature controlled to ±0.1°C and temperature measurement to ±0.5°C to achieve accuracy of ±0.001 g/cm³. That level of control is non-trivial in a production environment and demands dedicated measurement stations with calibrated thermometry.
Industrial CT scanning
Industrial CT scanning uses X-rays rather than visible light, which means refraction through glass does not affect the measurement. The result is full three-dimensional internal and external geometry data without contact, without index-matching fluids, and without sample preparation. CT scanning is particularly valuable for complex glass geometries in medical and aerospace applications where internal voids, inclusions, or wall thickness variations must be detected non-destructively.
Key techniques at a glance:
- Laser confocal and chromatic confocal sensors: sub-micrometre thickness and surface profile measurement at high speed
- Interferometry (including DSPI): surface topography, flatness, and mechanical property characterisation
- Archimedes hydrostatic weighing: density measurement to ±0.001 g/cm³ per ASTM C729
- Industrial CT scanning: full 3D internal and external inspection without contact or refraction artefacts
- Radius of curvature measurement systems: simultaneous measurement of radius, thickness, and refractive index on spherical optics
Pro Tip: When specifying a measurement technique, define the parameter you need to control first, then select the method. Choosing a technique because it is familiar, rather than because it matches the parameter, is the most common source of measurement error in glass quality programmes.
How do optical and non-optical methods compare in glass measurement?
Optical methods and CT scanning each have genuine strengths. The choice depends on glass geometry, the parameter being measured, and whether the inspection is in-line or off-line.
| Method | Precision | Speed | Sample preparation | Damage risk | Best application |
|---|---|---|---|---|---|
| Laser/confocal optical sensor | Sub-micrometre | Up to 70 kHz | None | None | In-line thickness, flat or simple geometry |
| Interferometry (DSPI) | Very high | Moderate | Minimal | None | Surface topography, elastic modulus |
| Archimedes hydrostatic | ±0.001 g/cm³ | Low | Liquid bath required | Low | Density, tempering validation |
| Industrial CT scanning | High (3D) | Low to moderate | None | None | Complex geometry, internal inspection |
| Mechanical contact probe | Moderate | Moderate | None | High | Not recommended for glass |
Optical methods struggle with transparent complex geometries. Internal reflections create ghost images that corrupt thickness readings. One workaround is index-matching fluids such as glycerine, which reduce surface reflections by matching the refractive index of the surrounding medium to that of the glass. The limitation is that this adds preparation time, restricts measurement speed, and still cannot resolve internal radii or thickness variations in complex moulded parts.
CT scanning bypasses refraction entirely because X-rays are not deflected by glass. The trade-off is throughput. CT scanning is slower than optical sensors and is better suited to off-line sampling or critical component inspection than to 100% in-line production monitoring.
Pro Tip: For curved or moulded glass components in aerospace or medical applications, request a CT scan of the first article inspection sample even if optical methods are used for production monitoring. CT data from the first article gives you a ground truth against which production optical measurements can be validated.
Advanced optical systems now allow simultaneous measurement of radius, thickness, and refractive index on spherical transparent materials, achieving accuracy of ±0.01 mm for radius and ±0.0001 mm for thickness across measurement ranges of 100–940 mm radius and 1–10 mm thickness. That capability makes multi-parameter optical measurement a practical alternative to CT scanning for spherical optics where geometry is well-defined.
What parameters are critical in glass metrology for quality assurance?
Glass quality assessment covers five core parameters. Each connects directly to a failure mode in service.
Thickness: Structural integrity depends on thickness meeting specification within tight tolerances. Variations across a glass sheet alter stress distribution and can cause premature fracture. Non-contact sensors operating at up to 70,000 measurements per second make full-surface thickness mapping practical during production.
Radius of curvature: Optical performance in lenses, windows, and displays depends on curvature matching design intent. A deviation of fractions of a millimetre in radius shifts focal length and degrades image quality. Advanced measurement systems achieve radius accuracy of ±0.01 mm across ranges up to 940 mm.
Density: The density difference between annealed and tempered glass is only 0.001–0.005 g/cm³. Detecting whether a glass component has been correctly tempered requires measurement accuracy at the ±0.001 g/cm³ level, which only the Archimedes method under controlled conditions reliably delivers.
Refractive index: In precision optical applications, refractive index determines how light bends through the component. Measurement systems covering refractive index from 1 to 3.6 allow characterisation of standard optical glass through to high-index specialty materials used in defence and medical imaging.
Surface topography and defect detection: Surface scratches, pits, and subsurface voids affect both optical transmission and mechanical strength. For glass surface characterisation in medical or aerospace components, interferometry and CT scanning provide the resolution needed to detect defects that visual inspection misses entirely.
How is glass metrology integrated into manufacturing workflows?
Embedding glass metrology into production requires more than placing a sensor on a line. It demands calibration discipline, environmental control, and data integration.
Define measurement points in the process flow. Identify which parameters must be verified at each stage: incoming material, post-grinding, post-polishing, and final inspection. Not every parameter needs measuring at every stage, but the critical ones must be captured before the next process step adds cost to a non-conforming part.
Select sensors matched to process conditions. Contact-free sensors rated to 1,700°C allow thickness monitoring during hot glass forming without probe damage. For cold processes, chromatic confocal sensors deliver sub-micrometre resolution without the thermal constraints.
Control the measurement environment. Temperature variation affects both the glass and the measurement instrument. Vibration corrupts interferometric measurements. Dedicated measurement rooms with controlled temperature and vibration isolation are standard practice for high-accuracy glass surface characterisation.
Calibrate regularly against traceable standards. Calibration drift is the silent source of systematic error. Calibration intervals should be set based on sensor manufacturer guidance and validated against reference artefacts with known properties.
Integrate measurement data with quality control systems. Raw measurement data has limited value unless it feeds into statistical process control. Connecting sensor outputs to quality management software allows engineers to detect trends before they become non-conformances, reducing scrap and rework. Reviewing quality standards in glass manufacturing gives a clear framework for what data to capture and how to act on it.
The move from contact to non-contact methods is now well established in precision fields. Glass brittleness makes contact probes a liability. A probe that works reliably on aluminium can chip or fracture a polished glass surface, destroying the component and invalidating the measurement simultaneously.
Key takeaways
Glass metrology is the discipline that separates glass components that meet specification from those that merely appear to.
| Point | Details |
|---|---|
| Core definition | Glass metrology measures thickness, curvature, density, refractive index, and surface topography to verify specification compliance. |
| Method selection | Match the technique to the parameter: optical sensors for thickness, Archimedes for density, CT scanning for complex internal geometry. |
| Speed and accuracy | Non-contact sensors operating at up to 70 kHz enable real-time in-line quality control without sacrificing throughput. |
| Environmental control | Temperature and vibration must be controlled to achieve measurement accuracy at the sub-micrometre and ±0.001 g/cm³ level. |
| Workflow integration | Measurement data must feed into statistical process control to detect trends before non-conformances occur. |
Why method selection is the decision engineers get wrong most often
My experience working with precision glass across defence, aerospace, and medical applications keeps returning to the same pattern. Engineers select a measurement method based on what equipment is already on site, not what the glass geometry and parameter actually require. The result is measurement data that looks credible but does not capture the failure mode that matters.
The transition from contact to non-contact measurement is one area where I have seen the most resistance and the most regret. Teams that delay the switch because contact probes are familiar eventually encounter a fractured sample, a damaged sensor tip, or a systematic bias they cannot explain. Non-contact optical and CT methods remove those failure modes entirely.
The other underestimated factor is measurement span in interferometric methods. Increasing span suppresses noise and delivers more stable results, particularly for elastic modulus characterisation of quartz glass. Engineers who treat span as a secondary setting rather than a primary accuracy control consistently produce noisier data than the instrument is capable of delivering.
My recommendation is straightforward. Before specifying any measurement programme, write down the parameter, the tolerance, the geometry, and the production rate. Those four inputs determine the method. If the method your team prefers does not match those inputs, the method needs to change, not the inputs.
— Alexandra
Precision glass components built for measurement-critical applications
Precision Glasses designs and fabricates custom glass components for industries where measurement compliance is not optional. Defence, aerospace, medical, and automotive clients rely on our manufacturing process because quality assurance is integrated at every stage, from incoming material verification through to final dimensional and optical inspection.

Every component we produce is validated against your specification using the measurement techniques appropriate to the geometry and application. Our technical glass components cover a wide range of optical and structural applications, and our quality programme is built around the same metrology principles described in this article. If you are specifying a glass component for a critical application and need a manufacturing partner who understands measurement at this level, visit Precision Glasses to discuss your requirements directly with our engineering team.
FAQ
What is glass metrology in simple terms?
Glass metrology is the science of precisely measuring glass properties such as thickness, curvature, density, and refractive index to confirm that a component meets its specification before use in a product.
How do you measure glass thickness accurately?
Non-contact optical sensors, including chromatic confocal and laser-based systems, measure glass thickness from 0.6 µm to 15,000 µm at rates up to 70 kHz without touching or damaging the surface.
Why is density measurement important in glass quality assessment?
The density difference between annealed and tempered glass is only 0.001–0.005 g/cm³. Accurate density measurement using the Archimedes hydrostatic method confirms whether glass has been correctly tempered, which directly affects its structural performance.
When should CT scanning be used instead of optical methods?
CT scanning is the preferred method for complex glass geometries, internal void detection, and components where optical refraction creates measurement artefacts that confocal or laser sensors cannot resolve reliably.
What environmental conditions affect glass measurement accuracy?
Temperature variation and vibration are the two primary sources of measurement error. Interferometric methods require vibration-isolated environments, and hydrostatic density measurement requires water temperature controlled to ±0.1°C to achieve the required accuracy.


